
撰:賀麗梅
研勤電子深圳有限公司每日自動化排程系統介紹
研勤電子(深圳)有限公司是一家專業的EMS代工廠,主要服務於中小量型客戶全製程或PCBA代工代料。由於我們服務的是中小量訂單客戶,故客戶群多,機型多,生產換線頻繁,因此是否能進行先進的排程控管,是衡量本公司專業度的重要指標。研勤電子因地制宜地設計了自動化排程系統,把客戶的交期與材料的齊料點,各種生產資訊有效地集中起來,並用Daily schedule control的方式,計算出精準完成時間,達成客戶的期許。為達成客戶期望,我們每天更新生產排程,每天召開一次生產排程會議,解決生產中異常。除排程能精準計算出完成時間外,我們的排程早已實現e化,領班級以上管理幹部能及時查閱我們的生產排程。以下介紹敝司自動化排程系統的格式、功能及使用方法。
| 1. | 以下為研勤電子(深圳)有限公司的自動排程格式,逐項說明各欄位的功能與作用,這些欄位的數據都為ERP 及 EMS系統收集資料自動產生。 |

| 欄位名稱 | 欄位內容資料 | 欄位說明 |
| 工號 | WO21031070 | 訂單的號碼,號碼來源於年月份加流水號和製程階 |
| 批號 | 1 | 一個訂單根據齊料時間或客戶出貨時間分幾批排程生產 |
| 組件件號 | 0122KU0010-19 | 根據產品的機型編製號碼(號碼來源於製程+客戶代碼+機種名稱) |
| 名稱規格 | KU021H(DS-12100) | 客戶訂單機種名稱 |
| 客戶P/O | 訂單的PO(未來客戶可在MES系統裡查詢生產進度) | |
| MO | W202103032 | 訂單的MO |
| 工令量 | 100 | 訂單的批量(客戶下單量) |
| 未完成量 | 100 | 一個訂單出貨數量,直接由ERP更新 |
| 排產量 | 100 | 根據客戶需求排產,用手工輸入 |
| SOURCE | XXXX | 客戶名稱 |
| 缺料 | NO | 根據模擬缺料訂單是否缺料(ERP系統自動確認是否缺料,每天更新一次) |
| 預定開工日 | 4月26日 | 根據訂單材料交期安排開工時間 |
| 預定完工日 | 5月10日 | 訂單的出貨時間 |
| 線別 | 3301 | 因研勤有4條SMT線和DIP二條插件錫爐,會以線別及人力來排單 |
| 工序 | 7 | 排單時會根據齊料點及出貨日做生產順序 |
| 線別+工序 | 3301007 | 排單線別 + 生產順序 |
| 標準工時(分) | 0.8 | 每片產品生產的瓶頸工時 |
| 準備時間(H) | 0.5 | 指前置時間(轉線的時間) |
| 工時小計(H) | 2 | 可根據工時得出一個排產量需多少時間完成(排產量*標準工時)+ 準備時間 |
| 中午前置時間(H) | 0 | 中午休息時間 |
| 下午前置時間(H) | 0 | 下午休息時間 |
| 異常工時(H) | 0 | 加班時間 |
| 總耗時(H) | 2 | 工時小計 + 中午下午前置時間 + 加班時間得出總耗時數 |
| 開始時間 | 2013/5/4 13:00 | 一個訂單的開始生產時間 |
| 結束時間 | 2013/5/4 15:00 | 一個訂單要完成的時間(等於總耗時數) |
| QC 機台 | 出貨日: 5/10 | 備註一些驗貨及出貨時間和重要資訊 |
| DIP首件產出時間/數量 | 2013/5/10 | 根據DIP上線時間先去確認首件的產出/數量 |
| 出貨日(Text) | 根據業務訂單整理設定的詳細出貨資訊 | |
| 製程 | A+T2+R+P | 訂單所要生產的製程別(如S+D+T1+A+T2+P) |
2. 排程使用方法
當天生管根據業務訂單整理檔(見圖一)及Shipping schedule(見圖二)和WIP stock(見圖三)排定生產線2~3天的排程,排程會根據生產線維護的瓶頸工時和行事曆計算訂單所完成的時間,生管在次日產銷會前更新生產排程,數據來源於MES系統生產線各段生產日報表(見圖四報表),並確認生產效率是否達成生管排程,如時間有差異我們會討論出解決的方案;如有生產問題效率未達標,生產線需做出排程未達標的檢討。
從業務接收到客戶訂單後,研勤業務做訂單的新增,格式如下:

市場接到郵件後會根據業務所提供的資訊做BOM的建立及檢核的動作。如為新機種,市場部會在研勤ERP中建立新BOM,如不是第一次生產,會導出以前的BOM和業務提供最新的BOM做核對的動作,其中會產生新舊BOM的差異表,確認OK後市場部會提供主件號給生管產生工單號,如下:
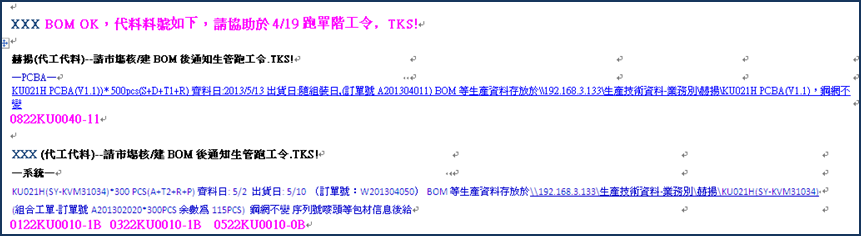
生管依市場部提供之件號於ERP中產生工單號,會根據業務設定的材料交期及出貨日做工單的開立,當天下午業務會在ERP中產生備料檔,後續生管會根據業務備料檔做出生產排程,如下圖:
圖1-業務訂單整理圖片
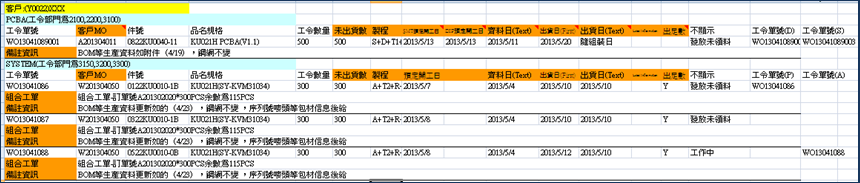
圖2- Shipping schedule

圖3-WIP Stock

